
Please sign in so that we can notify you about a reply
LAG-S200 Ladle Slag Detection System (Vibration Type)
Overview
The continuous casting vibration type ladle slag detection device is used to detect the slag content of the ladle nozzle in the steelmaking continuous casting process, so as to improve the cleanliness of the tundish molten steel and obtain the best yield of the ladle molten steel. The device adopts the principle of vibration detection.
The LAG-S200 continuous casting ladle slag automatic detection system is developed by Wuhan CenterRise M&C Engineering Co., Ltd. after many years of research with many scientific research institutes, and fully combined with the actual situation on site. It has a real field application value as a continuous casting ladle slag automatic detection system.
The meaning of the system
1. Reduce the amount of tundish slag
2. Improve the purity of molten steel
3. Improve the life of the tundish
4. Reduce sliding nozzle erosion
5. Reduce nozzle blockage
6. Increase the number of continuous pouring furnaces
7. Reduce the amount of residual steel in the ladle when high-quality steel is casting
8. Improve the yield of molten steel
9. Improve the quality of continuous casting billets
In order to improve the purity of the molten steel in the tundish, and improve the quality of the casting billet, especially to improve the quality of the billet in the transition section, and reduce the amount of residual steel in the high-quality ladle, and prolong the life of the tundish lining, and increase the number of continuous casting furnaces, it’s necessary to detect and control the slag in the later stage of continuous casting ladle casting.

The Working principle of the system
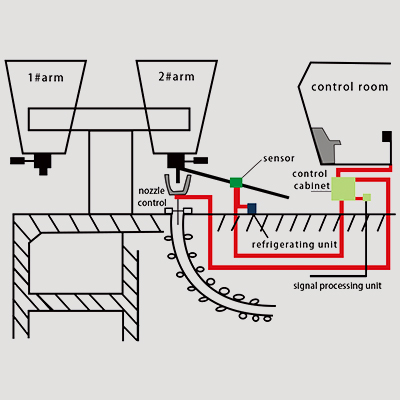
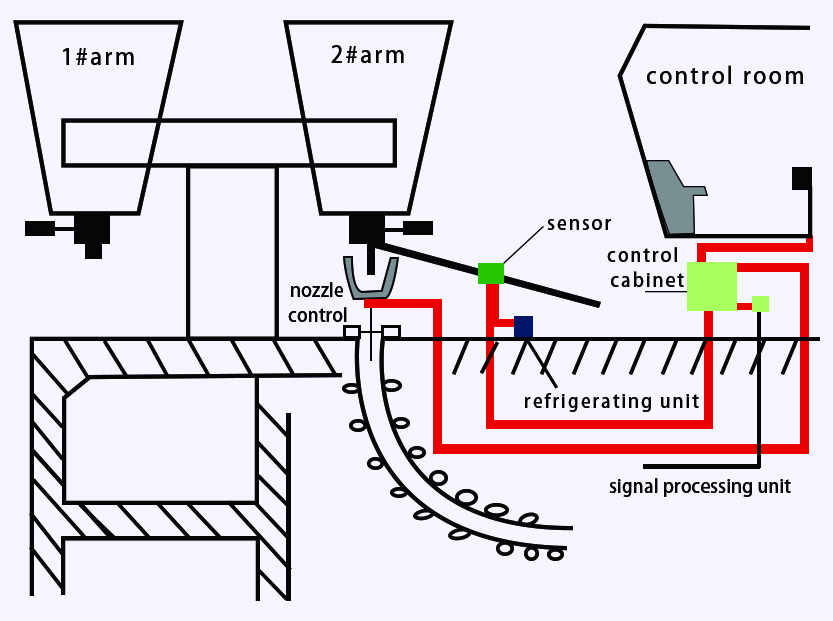
The LAG-S200 continuous casting ladle slag automatic monitoring system detects the slag state during the pouring process by receiving the vibration signal of the mechanical operating arm of the ladle nozzle. In the process of molten steel pouring, when molten steel flows through the long nozzle and pours into the tundish, the molten steel impacts the wall of the long nozzle and causes the vibration of the mechanical operating arm used to support the long nozzle. Since the specific gravity of the steelmaking slag is less than half of the specific gravity of the molten steel, it floats on the surface of the molten steel, and the steelmaking slag appears when the molten steel is about to be all poured. At this time, due to the high viscosity and poor fluidity of light steelmaking slag, the impact force of the mixed flow of molten steel and steel slag on the wall of the long nozzle is quite different from that of pure molten steel. The system mainly monitors the ladle slag of the continuous casting by measuring and analyzing the vibration difference of the mechanical operating arm.
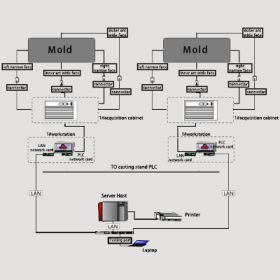
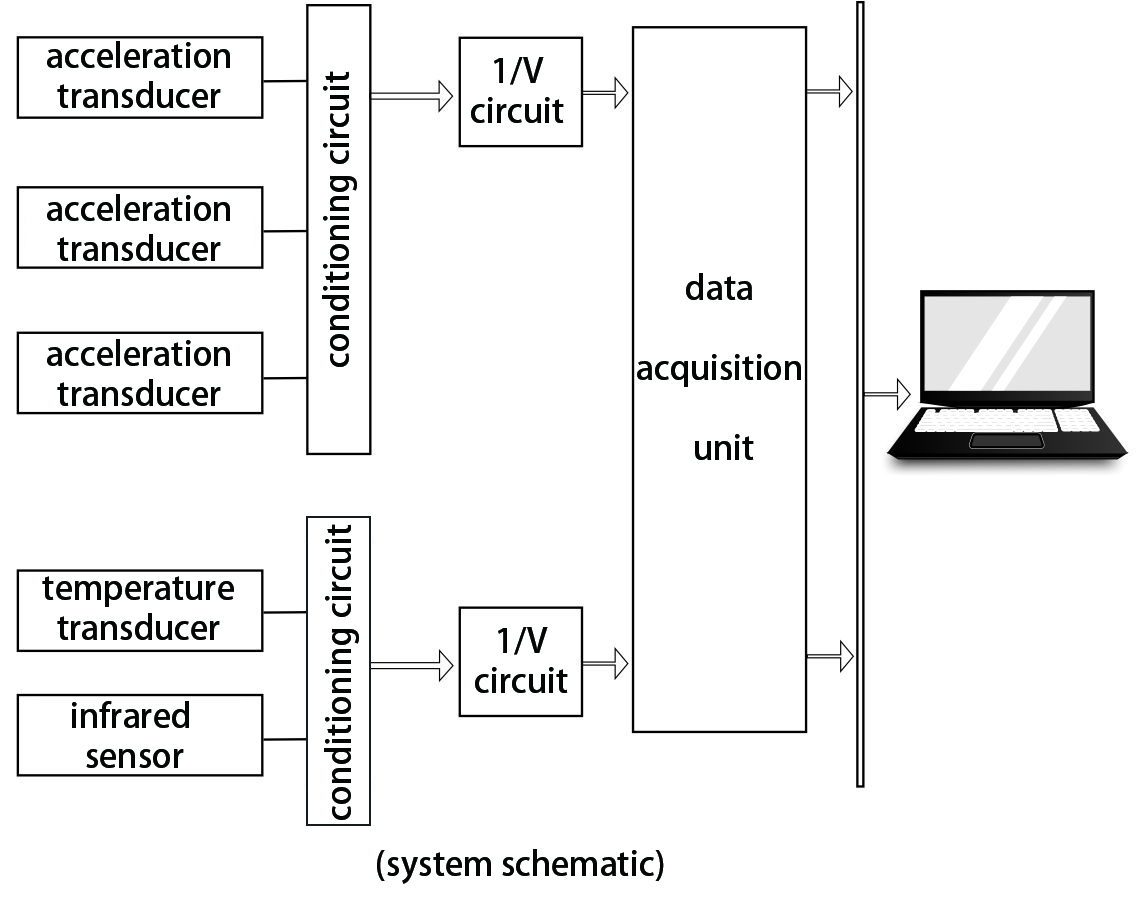
The vibration signal is connected to the operation control unit of the system control cabinet through the front-stage conditioning and amplification module through the sensor installed in the middle of the operating rod. After processing, it is output to the industrial computer for operation and analysis. The slag signal detected by the system is output from the system control cabinet to the front-end control unit, and then control the alarm horn and alarm light to work, or issue an instruction to close the ladle nozzle.
The features of the system
(1) It is easy to install, basically no modification is made to the field equipment, and the installation and debugging work will not affect the normal production of the enterprise.
(2) The detection accuracy is high, and the effective rate is greater than or equal to 95%. The threshold of slag volume is accurately set, the output control function is powerful. It has excellent performance in technical indicators such as the sensor service life and sensor usage times.
(3) The sensor is installed at a position far away from the molten steel, and is cooled by a special refrigeration device for 24 hours. The outer layer adopts a composite protection structure, which has a long service life.
(4) Adopt professional and targeted signal processing methods to obtain the vibration characteristic parameters of the ladle slag, and analyze, reason and judge the effective slag signal through the vibration signal database, which has a high accuracy of slag alarm.
(5) The architecture is established based on the artificial intelligence network, which has the functions of self-learning and self-induction.
(6) The equipment adopts a modular design. The failure of each module will not affect other parts, which ensure more reliable operation of the system and easy maintenance.
(7) The alarm display device is used on site to visually indicate the flow state of molten steel and slag. When slag is unloaded, we can choose to automatically close the ladle nozzle or sound and light alarm at the same time, prompting the on-site operator.
(8) The system has a powerful database function. Including the comparison function for last two ladles of casting time record, the system automatically stores the running data, and generates a record file every day.
(9) The system has the function of automatically controlling the ladle nozzle. The control unit is an auxiliary system of the system, which is interconnected with the ladle slag detection system to automatically control the opening of the ladle nozzle and realize the whole-process control of the liquid level of the molten steel in the tundish.

The composition of the system
The LAG-S200 slag detection system consists of: vibration detection sensor, pre-signal amplifier, slag detection operation unit, tundish liquid level control unit, on-site operation indication box, and process control cabinet.
1. Vibration detection sensor: It is installed on the robotic arm connected to the molten steel to detect the vibration signal of the whole casting process of the ladle.
2. Pre-signal amplifier: Amplify, convert and transmit the weak vibration signal detected by the vibration detection sensor.
3. Slag detection operation unit: Analyze, judge and discriminate the vibration signal to realize the discrimination of all steel, mixed slag and full slag , and output the slag alarm signal.
4. Tundish liquid level control unit: Accept the control signal of the tundish nozzle and the ladle nozzle, and realize automatic or manual control of the ladle steel flow according to the requirements.
5. On-site operation instruction box: Provides man-machine exchange for slag alarm indication, fault indication, system activation mode selection, and control mode selection. For process control cabinet, providing power management, displaying man-machine interface and setting management.
The parameters of the system
1. The system controls the slag inclusion in molten steel with high precision and closes the nozzle in real time.
2. Improve the quality of steel, reduce defective products, and improve the yield.
3. The yield of molten steel is increased by 0.3%-0.5%. The nozzle can be automatically closed, so that the disadvantage of untimely manual response is overcome and less molten steel remains in the ladle. The threshold value of molten steel (slag threshold) is set by the user within a wide range.
4. No artificial factors are involved, high reliability, good repeatability or consistency.
5. The steelmaking slag does not pass through or rarely flows into the tundish, which increases the service life of the refractory material and the sliding nozzle.
6. Greatly reduce the blockage of the tundish nozzle and increase the number of continuous pouring furnaces of the tundish.
No reviews found